| Биография | Ссылки | Библиотека | Индивидуальное задание | Отчет о поиске |
ВВЕДЕНИЕ
Актуальность исследования
Цель и задачи исследования
1 Анализ современного состояния вопроса исследования
1.1 Физические основы электромеханических явлений при резании металлов
1.2 Методы исследования
1.3 Гипотезы о природе измеренного сигнала ЭДС резания
2 Исследование влияния ЭДС резания на износ режущего инструмента
2.1 Концентрированный износ резцов и его связь с электрическими явлениями
2.2 Электроизоляция инструмента как способ повышения стойкости
3 Исследование влияния переменной составляющей ЭДС на шероховатость обрабатываемой поверхности
3.1 Исследование взаимосвязи импульсов ЭДС с шероховатостью обработанной поверхности в условиях электроизоляции инструмента и без нее
3.2 Корреляционный и спектральный анализ результатов исследований
3.3 Механизм влияния электрических импульсов на шероховатость поверхности
Процесс резания металлов, равно как и трение контактирующих поверхностей деталей машин, сопровождается рядом широко известных физических явлений, приводящих к износу пар трения. Износ происходит, как правило, при контакте двух разнородных металлов и сопровождается выделением значительного количества тепла в результате пластической деформации и трения. Дополнительно к этому процесс трения и резания как частного случая трения осложнен дискретным характером фрикционного контакта, сложными физико-химическими процессами окисления, диффузии, адсорбции и др., образованием граничных пленок. Под действием вышеперечисленных факторов возникают условия для появления электрических токов.
В условиях современного автоматизированного производства электрический контакт инструмент – деталь может стать источником информации об износе режущего инструмента и других параметрах процесса резания. В этой связи перед исследователями встают следующие вопросы:
1.В какой мере износ инструмента обусловлен электромеханическими явлениями при заданных режимах обработки и свойствах материалов детали и инструмента?
2.Как именно ток и ЭДС в контакте инструмент – деталь могут свидетельствовать об отклонениях от нормальной работы станка и возможных неполадках (например, брак по материалу; поломка инструмента)?
3.Возможно ли автоматизированное управление процессом резания и максимизация стойкости инструмента путем введения в зону резания дополнительного тока?
Заметим, что использование тока резания для контроля и внешних импульсов тока для управления процессом несет в себе существенные преимущества перед традиционными системами управления и контроля, прежде всего – отсутствие необходимости в преобразователях одного вида энергии в другой. Решение трех поставленных задач должно сыграть свою роль в синтезе систем управления резанием, причем таких, в которых реализуется комплексный анализ состояния процесса, т.е. учитываются не только усилия, вибрации и другие достаточно изученные параметры, но также ток и электродвижущая сила.
Целью проведения исследований является поиск путей повышения стойкости инструмента и качества обрабатываемой поверхности при изучении электромеханических явлений в контакте инструмент – деталь. При этом в данной работе были поставлены следующие задачи:
Для ответа на выше поставленные вопросы необходимо рассмотреть существующие гипотезы о природе электромеханических явлений при трении и резании металлов.
Физиками достаточно давно были исследованы их источники, такие, как термоэлектронная эмиссия – «испарение» электронов с поверхности нагретого металла, экзоэлектронная эмиссия – низкотемпературная эмиссия электронов в результате деформационного возбуждения металла, и три известных термоэлектрических эффекта: Зеебека, Пельтье и Томсона. На последних остановимся подробно. В результате контакта двух разнородных металлов возникает контактная разность потенциалов (КРП), значение которой определяется разностью работ выхода электрона двух металлов. КРП зависит от температуры спая двух металлов. В частности, при резании мы можем представить следующую схему (рис. 1.1):
Рисунок 1.1 – Схема возникновения термоЭДС и термотока при резании
В стационарном состоянии КРП спаев I, II, III равны. При установлении резания спай I нагревается и разность его КРП и КРП спаев II и III обуславливает появление электродвижущей силы, которую называют термоЭДС. Ее значение вычисляют по формуле [1,5]:
где TI, TII – температуры горячего и холодного спаев;q1, q2 – абсолютные дифференциальные термоЭДС заготовки 1 и инструмента 2.
Эффект Пельтье заключается в дополнительном выделении и поглощении тепла в спаях разнородных проводников при протекании электрического тока, эффект Томсона – в обратимости выделения тепла в однородном проводнике, по которому течет ток, при одновременном наличии градиента температуры. Кроме термоэлектрических, следует учитывать электрохимические процессы во фрикционной системе.
Кроме того, протекание электрических явлений дополнительно осложнено процессами окисления, адсорбции, диффузии, образованием вторичных структур и т.д., а также при работе реальных механизмов и станков еще и возникновением токов в трущихся парах оборудования.
Результирующая электродвижущая сила Е, возникающая при трении и резании металлов, вызывает ток I, протекающий по цепи пары трения или цепи станок – деталь – инструмент – станок, значение которого
где r – внутреннее сопротивление источника тока; R – внешнее сопротивление электрической цепи станка.
При измерении истинных значений Е и I следует исключить сопротивление станка путем изоляции трущейся пары или пары инструмент – деталь. При этом применяются различные токосъемные устройства. Кроме этого, возникает проблема оценки возможных искажений из-за использования измерительных приборов.
На рис 1.2 представлена электрическая схема для измерения напряжений и токов при трении и резании металлов. Напряжение измеряется с помощью высокоомного прибора 1 при разомкнутом ключе 2. Низкую погрешность должно обеспечивать большое сопротивление прибора. Для измерения же тока в цепи сопротивление прибора должно быть значительно меньше внутреннего сопротивления r исследуемого источника тока. Из-за отсутствия соответствующих приборов ток измеряют по падению напряжения на известном резисторе R при замкнутом ключе 2. При этом значение искомого тока будет равно:
где U – падение напряжения на сопротивлении нагрузки R; Iпр – ток, фиксируемый измерительным прибором.
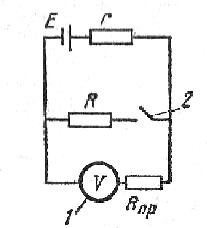
Рисунок 1.2 – Электрическая схема для измерения токов и напряжении при трении и резании металлов
Применяют в исследованиях и другие схемы, например, компенсационную и термоэлектрическую.
Наиболее ценным является выделение постоянной и переменной составляющих термотоков, что может быть обеспечено термоэлектрическим методом при использовании следующей установки (рис.1.3):
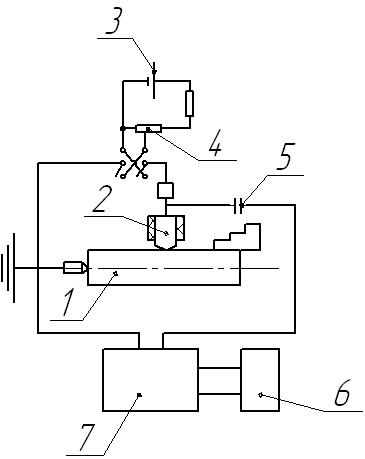
Рисунок 1.3 – Схема установки для исследования процесса резания термоэлектрическим методом
Потенциалы передаются с изолированного резца 2 и детали 1 через усилитель 7 на осциллограф 6. Постоянные термотоки задерживаются конденсатором 5. Исследовать можно также постоянную составляющую термотоков и ее взаимодействие с токами от постороннего источника 3. С помощью потенциометра 4 слабые токи вводятся в зону резания и изучается их влияние на процесс резания.
До 1980-х гг. получило широкое распространение измерение температуры в зоне резания методом естественной термопары, т.е. при котором полученное на измерительном приборе значение ЭДС отождествляется с термо-ЭДС резания, что давало возможность вычислить температуру контакта. Этот метод был подвергнут в 1980 г. критике С.В. Васильевым [5], которым было отмечено, что оценка температуры при обработке хромоникелевого сплава и хромистых сталей достигает величин, лишенных физического смысла. Это дало повод к введению им понятия «деформационная ЭДС», которая возникает в условиях интенсивного трения и больших давлений при резании, когда имеет место деформационное возбуждение контактирующих слоев металла. Использование в его опытах одноименной (сталь 45 – сталь 45) и разноименной (сталь 45 – Т15К6) пар трения показало, что при достижении одной и той же скорости резания резко увеличивается значение сигнала ЭДС, из чего был сделан вывод, что эта дополнительная разность потенциалов обусловлена только относительным перемещением металлов пары.
Авторами работы [6] было создано специальное устройство для измерения электрической проводимости G активной цепи, какой является цепь с контактом инструмент – деталь. При этом электропроводность вычислялась следующим образом:

где Е – термо-ЭДС контакта, UT – напряжение на контакте при протекании через него эталонного тока Iэ. Электропроводность контакта измеряли при изменении различных параметров процесса резания; снижение электропроводности с увеличением скорости авторы объясняли действием температурного и геометрического факторов, причем геометрический фактор объяснялся как уменьшение сечения и площади контакта стружки, а температурный – как уменьшение удельной электропроводности материалов пары. Несмотря на недостаточность объяснения механизма исследуемых явлений, авторами были получены линейная зависимость электропроводности контакта от глубины резания при точении с постоянной термо-ЭДС, и выявлена взаимосвязь между составляющими силы резания и электропроводностью контакта.
Развивая данную идею и используя компенсационный метод измерения квази-ЭДС, автоматический потенциометр и датчик крутящего момента на приводе токарного станка с ЧПУ, С.В. Васильев пришел к выводу [7], что можно измерять усилие Pz без динамометрических преобразователей путем фиксации квази-ЭДС, для чего необходимо исключить наростообразование и учитывать ЭДС трения.
Развитие термоэлектрических методов определения температуры непосредственно в зоне резания мы видим в статье [8]. По мнению авторов, генерируемая при резании ЭДС состоит из двух составляющих: термо- и трибо-ЭДС. Импульсы этих ЭДС приводят к появлению постоянной составляющей тока, величина которого зависит от температуры поверхностей в моменты сухого трения и относительной длительности интервалов времени, при которых оно обеспечивается. Суммарный средний ток будет составлять:

где первое слагаемое описывает средний термоток, обусловленный термо-ЭДС Е, определенный при сопротивлении внешней цепи Rн за время контактирования ?;Iтриб - средний триботок. Изменяя сопротивления нагрузки, получаем различные значения Iсум:I1 и I2. Таким образом, теоретически термо-ЭДС, по которой можно определить температуру резания, будет равна:

К сожалению, авторы не приводят результатов опытов, показывающих правильность разработанной методики.
В процессе работы резца происходит изменение формы его задней поверхности и контура режущей кромки, что может повлечь за собой появление т.н. концентрированного износа, когда наряду с нормальной фаской износа образуются канавки на задней поверхности. Для черновой обработки наличие такого износа не имеет существенного значения; однако при чистовой обработке с ним необходимо считаться, т.к. этот вид износа непосредственно влияет на шероховатость обработанной поверхности. В связи с тем, сто концентрированный износ является результатом неравномерности контактных процессов, представляет интерес изучение его связи с импульсами электрического тока, т.е. с переменной составляющей ЭДС.
При чистовом точении сталей 45Г17Ю3, ХН35ВТЮ и чугуна ВЧ 70-1,5 твердосплавными резцами возникает износ двух типов: нормальная фаска износа h3 и канавки В, наиболее глубокая из которых образуется в месте пересечения вспомогательной режущей кромки и поверхности, образованной при предыдущем обороте детали. Этот участок является наиболее нагруженным, т.к. в результате процесса стружкообразования здесь возникает значительный перепад давлений. Образование канавок интенсифицирует изнашивание резца.
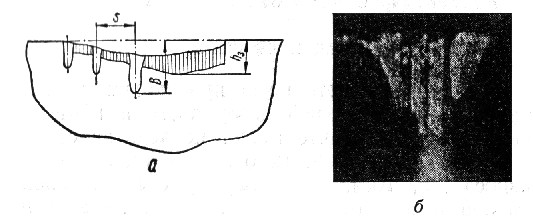
Рисунок 2.1 – Схема (а) и фотография (б) концентрированного износа
Концентрированный знос свидетельствует о неравномерности контактных процессов, происходящих на задних поверхностях инструмента. Распределение нагрузки на этом участке неравномерное, что может приводить к локальным вспышкам температуры, потенциалов, а также к росту давлений. Наиболее быстро меняются термоэлектрические потенциалы, что приводит к увеличению электрических импульсов и износа резца в отдельных, наиболее нагруженных местах. В свою очередь, появление очагов микроизноса способствует росту потенциалов.
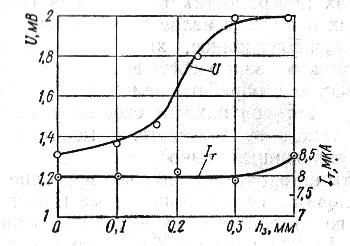
Рисунок 2.2 – Влияние износа резца Т15К6 на значения потенциалов и термотока при точении стали 45Г17Ю3 (v=2,5 м/с; s=0,016 мм/рад; t=0,25 мм)
Исследование зависимости значения потенциалов и термотоков от износа резца по задней поверхности показало, что с увеличением износа потенциалы возрастают, а токи изменяются незначительно. Только в условиях катастрофического износа термоток увеличивается, при этом частота потенциалов также возрастает ( от 1500 до 3000 Гц). Из этого можно сделать вывод, что одной из причин возникновения концентрированного износа является неравномерность термоэлектрических потенциалов. Следовательно, для регулирования характера износа необходимо уменьшить электрические импульсы, возникающие на задних поверхностях резца. В работе [1] авторами была приведены графические зависимости износа резца, радиуса скругления режущей кромки, потенциалов и шероховатости обработанной поверхности от пути резания при точении стали 45Г14Ю3 резцом Т15К6 и сделан вывод, что рост шероховатости обработанной поверхности связан с интенсификацией электрических импульсных процессов в период врезания и приработки резца, а также то, что концентрированный износ резца и переменная составляющая термотоков взаимосвязаны. Также отмечались зависимости значений термотока и потенциалов от режимов резания.
Нагляднее всего влияние возникающей в цепи контакта деталь – инструмент ЭДС демонстрируется на примерах практического использования разрыва электрической цепи, например, в устройствах В.А. Бобровского, при растачивании шпиндельных барабанов на Киевском заводе станков-автоматов, на Харьковском инструментальном заводе при сверлении стружечных отверстий в плашках. В этих случаях инструмент (или заготовка) изолировались от станка особым электроизоляционным составом. Практически во всех случаях стойкость инструмента при этом повышалась в 1,5 - 2 раза. Сходные приемы, а также метод компенсации тока применялись в 1960-70-х гг. при других способах обработки.
На кафедре «Технология машиностроения» ДонНТУ были проведены экспериментальные исследования [2] точения стали 20 резцами с пластинами твердого сплава Т5К10. Исследования проводились с изоляцией инструмента и без изоляции. Исследования износа показали, что при одинаковых режимах обработки стойкость электроизолированного инструмента выше, чем неизолированного, причем на осциллограмме наступление поломки инструмента находится в точке резкого перепада потенциалов ЭДС (рис 2.3):
Рисунок 2.3 – Потенциалы ЭДС при точении:
а) без изоляции инструмента, б) с изоляцией инструмента
Иной взгляд на проблему электромеханического износа был представлен в статье сотрудников Тамбовского государственного технического университета [9]. По их мнению, на износ инструмента и шероховатость обработанной поверхности изделия влияют электрические токи, генерируемые в трущихся парах металлорежущих станков, т.е. во внешней по отношению к источнику электрической энергии (контакту инструмент – изделие) цепи. Произведенные авторами опыты показали, что при электроизоляции резца усадка стружки, т.е. степень пластических деформаций срезаемого слоя, снизилась на 6,8%. Точение стали 38ХС производилось резцом из твердого сплава марки МР1, стойкость которого была повышена на 39% по сравнению с неизолированным инструментом. Обращает на себя внимание то, что авторы этой работы сделали акцент на точности измерения параметров срезаемого слоя, для чего ими была разработана специальная программа. Как утверждают авторы, погрешность данной программы не превышает 1%.
Как было отмечено выше, управляя величиной ЭДС путем ее компенсацией или изоляцией инструмента, можно снизить шероховатость обработанной поверхности более значительно, чем это удается сделать приращением скорости резания [1]. Большинство исследователей, обнаруживших влияние слабых электрических токов на шероховатость обработанной поверхности (как правило, при точении) считают, что причиной снижения микронеровностей при отсутствии тока (т.е. при компенсации или изоляции) является уменьшение интенсивности и изменение характера износа режущего инструмента. Другие исследователи не обнаружили заметного влияния токов на шероховатость, но обнаружили эффект от использования электроизолированного инструмента на снижение интенсивности его износа и шероховатости обработанной поверхности. Поэтому в работе [11] делается вывод о том, что снижение шероховатости связано с уменьшением износа инструмента. В то же время вопрос о непосредственном влиянии ЭДС на шероховатость обработанной поверхности является дискуссионным и для изучения этого вопроса требуются дальнейшие исследования. Учитывая, что, как правило, большинство исследователей рассматривают постоянную составляющую ЭДС, представляет интерес исследовать переменную составляющую и определить степень ее взаимосвязи с шероховатостью обработанной поверхности.
Рисунок 3.1 - Зависимость шероховатости поверхности от скорости резания без прерывания (а) и с прерыванием (б) цепи ЭДС при точении малоуглеродистой стали в области наростообразования
По результатам первой серии опытов были построены графики зависимости шероховатости от скорости резания (рис. 3.1) при обработке неизолированным и изолированным резцами. Полученные в первой серии осциллограммы показали, что при обработке изолированным инструментом величина среднего значения потенциалов ЭДС возрастает почти в два раза по сравнению с потенциалами ЭДС при обработке неизолированным инструментом. Но с увеличением скорости резания это соотношение уменьшается. Статистическая обработка осциллограмм показывает, что изменение дисперсии и среднеквадратичного отклонения имеет обратную взаимосвязь. С увеличением скорости при обработке изолированным инструментом дисперсия и среднеквадратичное отклонение колебаний ЭДС уменьшается почти в 10 раз. В то же время можно отметить незначительные изменения дисперсии и среднеквадратичного отклонения при точении на скорости V5 не изолированным и V5* изолированным инструментом, но при обработке изолированным инструментом коэффициент вариации уменьшается почти в 2 раза. Таким образом, в результате эксперимента сделаны выводы, что при обработке изолированным инструментом:
1) шероховатость обработанной поверхности снижается по сравнению с вариантом «без изоляции»;
2) зона наростообразования смещается в область более низких скоростей резания;
3) уменьшение шероховатости обработанной поверхности связано с увеличением среднеарифметического значения ЭДС и уменьшением дисперсии и среднеквадратичного отклонения.
Вторая серия опытов подтверждает сделанные выше выводы. Кроме того, был произведен корреляционный и спектральный анализ потенциалов ЭДС при точении неизолированным и изолированным инструментами на скоростях указанного диапазона. Анализ был произведен с целью более детального изучения полученных колебаний ЭДС. Поскольку характер колебаний не меняется со временем, то по одной достаточно длинной записи можно определить статистические характеристики процесса.
Рисунок 3.2 - Автокорреляционные функции и спектральные плотности потенциалов ЭДС (* - обработка изолированным инструментом, 1 - V1, 1* - V1*, 3 - V3, 3* - V3*, 6 - V6, 6* - V6*)
Автокорреляционная функция ЭДС вычислена по формуле:

где N – отрезок времени, соответствующий длительности анализируемого участка реализации ЭДС;
Um - среднеарифметическое значение ЭДС на анализируемом участке;
Ui - текущее значение ЭДС;
Ui+t - значение ЭДС в момент времени (i+t)
Как известно, автокорреляционная функция связана через преобразование Фурье со спектральной плотностью, которая может быть представлена следующей формулой:

где  - средняя частота колебаний ЭДС;
- средняя частота колебаний ЭДС;
 - средняя амплитуда колебаний ЭДС.
- средняя амплитуда колебаний ЭДС.
Анализ полученных результатов показывает:
1) Наибольшие изменения спектров ЭДС наблюдаются в низкочастотной области.
2) С увеличением скорости резания энергия спектра ЭДС в низкочастотной области при обработке изолированным инструментом уменьшается в большей степени, чем при обработке неизолированным инструментом.
Таким образом, колебания ЭДС отражают импульсный характер процесса резания и несут важную информацию о сложных физико-химических процессов при резании металлов, причем в случае изоляции инструмента присутствует несколько отличный механизм разрушения и физико-химических процессов, чем при отсутствии таковой.
Если исходить из гипотезы, что шероховатость обработанной поверхности уменьшается вследствие уменьшения износа инструмента, то в нашем случае имело бы место восстановление геометрии инструмента каждый раз после предыдущей обработки без изоляции инструмента, как только он «переводился» в состояние электроизолированности. Совершенно очевидно, что такое утверждение является не совсем корректным. По-видимому, такая гипотеза имеет место на существование в случае обработки большой партии заготовок, когда износ инструмента со временем ощутим, и это отображается на шероховатости обработанной поверхности. Поэтому следует искать иное объяснение исследованным явлениям.
Согласно современной теории дислокаций, в тончайших контактных поверхностных микрообъемах происходит движение и взаимодействие дислокаций. Выход последних на поверхность приводит к образованию своеобразного субмикрорельефа в виде ступенек сдвига, оказывающего влияние на силы внешнего трения. Как показано в работе [12], между коэффициентом трения и высотой образующегося микрорельефа существует следующая связь:
где f - коэффициент трения;
 - коэффициент Пуассона;
- коэффициент Пуассона;
G - модуль сдвига;
 - предел текучести;
- предел текучести;
 - конечная плотность дислокаций;
- конечная плотность дислокаций;
 - исходная плотность дислокаций;
- исходная плотность дислокаций;
- угол наклона плоскости скольжения.
Отношение конечной к исходной плотности дислокаций характеризует деформационную составляющую коэффициента трения, а конечная плотность дислокаций характеризует адгезионную составляющую. Тогда, воздействуя на отношение конечной к исходной плотности дислокаций и на конечную плотность, можно изменять коэффициент трения. Одним из таких воздействий являются электрические импульсы, которые, воздействуя на дислокации, влияют и на пластическую деформацию металла. Таким образом, можно предположить, что при обработке изолированным инструментом, возникающие электрические импульсы в зоне контакта с заготовкой, облегчают пластическую деформацию металла и тем самым способствуют уменьшению шероховатости обработанной поверхности по сравнению с обработкой неизолированным инструментом. Сравнивая спектры ЭДС и их статистические характеристики при обработке изолированным и неизолированным инструментом можно увидеть существенные различия. Так, уменьшение шероховатости обработанной поверхности связано с увеличением среднеарифметического значения ЭДС и уменьшением дисперсии и среднеквадратичного отклонения. По-видимому, такой вид спектра ЭДС способствует облегчению пластической деформации, что может быть связано с несколькими механизмами: большей электризацией поверхностного слоя, уменьшением скорости окислительных процессов на ювенильных поверхностях заготовки и инструмента, упорядочиванием теплового движения электронов и др.
Проведенные исследования показали глубокую связь переменной составляющей ЭДС резания с износом инструмента и формированием поверхностного слоя заготовки. Это открывает перспективы для создания систем управления процессом путем введения в зону резания внешних импульсов тока. Однако прежде всего необходимо определиться с ближайшими перспективами исследований. Среди них выделим:
- более детальное изучение взаимосвязи ЭДС с параметрами обработки, что предполагает исследование различных контактирующих пар на различных режимах резания;
- разработка физико-статистической модели трения и изнашивания;
- разработка конкретных рекомендаций по улучшению качественных показателей обработанной поверхности.
1. Коробов Ю.М., Прейс Г.А. Электромеханический износ при трении и резании металлов. – К.: Технiка, 1976. – 200 с.
2. Matviyenko А., Fenik L. Electromotive force and tool wear in dry turning.- Donetsk National Technical University, 2006
3. Взаимосвязь ЭДС резания и технологических параметров механической обработки/ К.В. Бородай, Л.Н. Феник, А.В. Матвиенко. – Донецк: ДонНТУ, 2006
4. К вопросу о влиянии ЭДС резания на шероховатость обработанной поверхности/ А.В.Матвиенко, Л.Н.Феник, А.Л.Ищенко. . – Донецк: ДонНТУ, 2006
5. Васильев С.В. ЭДС и температура резания // Станки и инструмент. – 1980. - №10.– С.20 – 22
6. Зориктуев В.Ц., Исаев Ш.Г.Зависимость проводимости контакта инструмент – деталь от параметров процесса резания // Вестник машиностроения. – 1985. - №9. – С. 64 – 66
7. Васильев С.В. Измерение силы резания без динамометрических преобразователей // Станки и инструмент. – 1987. - №6. – С. 23 – 24
8.http://www.primexpo.ru/ndt/tesis/3_12.doc
Уменьшение влияния трибоэлектрических явлений на результаты контроля температуры в зонах резания и трибосопряжений / Е.В. Кузнецова, Е.Е. Мельник, Е.В. Семина. – Орел: ОрелГТУ, 1998
9. http://www.ostu.ru/conf/tech2001/alex1/alex1.html
Влияние электрического сопротивления станка на коэффициент усадки стружки и износ инструмента / В.И. Александров, Г.А. Барышев, А.В. Егоров и др. – Тамбов: ТГТУ, 2000
10. Вульф А.М. Резание металлов. – Л.: Машиностроение, 1973. – 496 с.
11. Аветов А.А., Афанасьев Ф.З., Бобровский В.А. О влиянии термотоков, возникающих при резании металлов, на шероховатость обработанной поверхности // Вестник машиностроения, №3, 1973. – с. 4-7
12. Назаренко П.В. Расчет силы и коэффициента трения кристаллических тел на основе дислокационной модели внешнего трения // Проблемы трения и изнашивания, №3, - К.: Техника, 1973
| Биография | Ссылки | Библиотека | Индивидуальное задание | Отчет о поиске |