
Одним з напрямків розвитку й модернізації устаткування машин безперервного лиття заготовок (МБЛЗ), призначених для наступного виробництва листового прокату, є збільшення максимальної ширини й товщини слябів, що відливають на них. На декількох металургійних підприємствах закордонних фірм зараз успішно експлуатуються МБЛЗ для одержання слябів шириною до 3250 мм. При цьому товщина заготовки може становити від 150 до 355 мм [1].
Реалізація сучасної технології безперервного розливання сталі на високопродуктивних МБЛЗ припускає використання шлакотвірних сумішей (ШТС), які подають у кристалізатор з метою стабілізації роботи його механізму хитання й поліпшення умов формування скоринки литого злитка [2].
Зазначені обставини, а також необхідність скорочення чисельності обслуговуючого персоналу на розливальній площадці МБЛЗ нового покоління, зайнятих безпосередньо ручною подачею ШТС, визначили початок робіт зі створення систем механізованої подачі ШТС у кристалізатор на дзеркало металу з витратою, що відповідає швидкості витягування безперервного злитка. При цьому в більшості випадків задана масова витрата ШТС, що вводять у порошкоподібному або гранульованому виді, забезпечується із використанням шнекового дозатора, що переміщується уздовж кристалізатора, приводи якого завдяки перетворювачам частоти живильного струму дозволяють плавно змінювати швидкісні й видаткові характеристики дозуючої системи [3].
Результати промислових випробувань розробленого на кафедрі механічного обладнання заводів чорної металургії (МОЗЧМ) Донецького Національного Технічного Університету (ДонНТУ) пристрою для безперервної подачі ШТС у кристалізатор при відливанні сляба з розмірами поперечного перерізу до 250 × 1800 мм підтвердили ефективність механізованого уведення суміші в порівнянні з подачею, що здійснюється вручну двома розливальниками [3]. Завдяки рівномірному розподілу рідкого шлакового прошарку по периметру дзеркала метала у кристалізаторі поліпшуються умови взаємодії з його стінками скоринки злитка, що формується, стабілізується зусилля його витягування й знижуються коливання навантаження на привід механізму хитання кристалізатора, а також зменьшується витрата ШТС мінімум на 15% [4]. Разом з тим, експлуатація експерементального зразка дозуючої системи дозволила не тільки виявити "вузькі місця" у його конструкції, але й позначити напрямок подальшого розвитку даного класу пристроїв. Зокрема, їхня кінематика повинна забезпечувати за потрібний проміжок часу розосереджену подачу суміші по всій вільній поверхні металу у кристалізаторі за наявності в ньому заглибного стакану, а приводи задіяних механізмів — уміщатися у простір, обмежений корпусом проміжного ковша й розміщеним поблизу його іншим устаткуванням, що входить до складу МБЛЗ. У зв'язку із цим дослідження, пов'язані з удосконалюванням конструкцій і з розробкою методик розрахунку геометричних й енергосилових параметрів дозуючих ШТС пристроїв, що використовуються при виробництві слябових заготовок із більшим поперечним перерізом, мають важливе практичне значення.
Відомо пристрій (рисунок 1) для дозованої подачі порошкоподібної шлакотвірної суміші на дзеркало металу в кристалізатор, що містить видатковий бункер, що має у нижній своїй частині шнековий живильник, пневматичну систему порціонного уведення дозуємого матеріалу, а також насадку, що забезпечує рівномірний його розподіл на вільній поверхні розплаву й розміщену на вихідному кінці шнекового живильника [5].
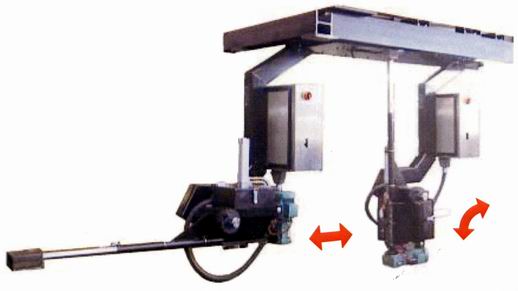
Недоліком даного пристрою є те, що з його допомогою можна забезпечити подачу шлакотвірної суміші тільки в кристалізатори для виливу заготовок малого перерізу (сортові й блюмові МБЛЗ). При цьому система подачі припускає використання двох енергопостачальників: електричного й пневматичного, що ускладнює її експлуатацію й обслуговування. Крім того, порційна видача суміші не дозволяє підтримувати сталість необхідного співвідношення витрат матеріалу, що вводять, і поступаючої рідкої сталі в кристалізатор, що знижує ефективність застосування шлакотвірної суміші.
Також відомо пристрій для безперервної дозованої подачі шлакотвірної суміші в кристалізатор слябової МБЛЗ (рисунок 2), розроблений на кафедрі МОЗЧМ [2].
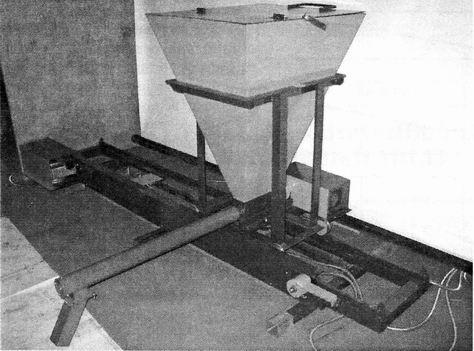
Пристрій включає змонтовану уздовж широкої стінки кристалізатора раму, на якій встановлено візок, що має можливість відносного поздовжнього переміщення за допомогою приводу й несучий видатковий бункер, нерухомо встановлений на ній що має у нижній своїй частині шнековий живильник з похилим подаючим носком.
Недоліком цього пристрою є те, що він ефективно працює при розливанні сталі на МБЛЗ для одержання слябової заготовки із граничними розмірами поперечного перерізу 1800 × 250 мм. Використання пристрою на машинах призначених для виробництва слябовых заготовок більшого перерізу є малоефективним, оскільки за наявності одного візка, що переміщується уздовж всієї широкої стінки кристалізатора, похилий подаючий носок, шнекового живильника при русі не повинен виступати за цю стінку всередину кристалізатора через заглибний стакан, що перебуває в його порожнині. У цьому випадку шлакотвірна суміш може потрапляти на дзеркало металу тільки в зону, що прилягає до ближньої до носка, стінки кристалізатора, і при великій ширині сляба неможливо досягти рівномірного розподілу суміші по всьому його поперечному перерізу. Крім цього, незмінне положення поздовжньої вісі шнекового живильника під кутом 90° викликає необхідність для кожного конкретного випадку задавати довжину шнека, що знижує ступінь універсальності пристрою в цілому.
Як прототип при проектуванні системи дозованої подачі порошкоподібної шлакотвірної суміші на дзеркало металу в кристалізатор слябової МБЛЗ для одержання заготовок великого поперечного перерізу прийнятий пристрій для безперервної дозованої подачі шлакотвірної суміші в кристалізатор слябової МБЛЗ (рисунок 2), розроблений на кафедрі МОЗЧМ.
При створенні дозуючої системи, призначеної для експлуатації в умовах виробництва слябовых заготовок, ширина й товщина яких перевищують відповідно 2 й 0,25 м, була прийнята конструктивна схема (рисунок 3), що припускає наявність двох шнекових дозаторів, що подають суміш роздільно на дзеркало металу в кристалізаторі в зони, розмежовані заглибним стаканом. Причому, кожний з дозаторів робить рух одночасно у двох напрямках — уздовж і поперек кристалізатора. Це дозволяє підвищити рівномірність розподілу ШТС по всій вільній поверхні дзеркала металу в кристалізаторі, знизити швидкість переміщення візків, на яких встановлені дозатори й зменшити розміри живильних бункерів.
Розроблений пристрій (рисунок 3) включає раму 18, змонтовану уздовж широкої стінки кристалізатора 24, яка має дві направляючі 11 й 19, на які спираються дворебордними роликами 10 й 20 два візки 17, що мають можливість відносного поздовжнього переміщення на відстань, що становить 0,4 — 0,45 від ширини сляба, за допомогою приводу, що складає із черв'ячного мотор–редуктора 13 з закріпленою на валу прямозубою шестірнею 14, що перебуває в зачепленні з зубчастою рейкою 15. Рейка спирається на два ролики 16 і своїми кінцями шарнірно пов'язана з візками 17.
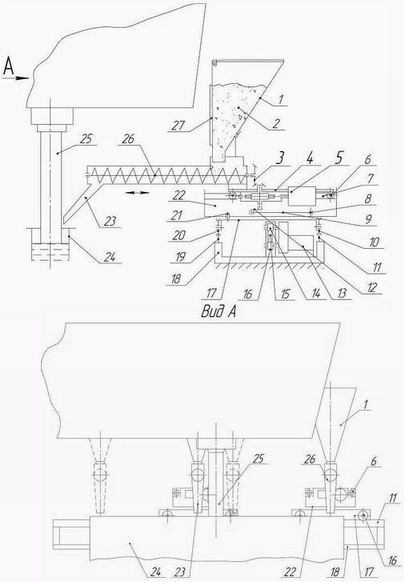
На кожному візку нерухомо закріплений живильний бункер 1, що має у нижній своїй частині шнековий дозатор 26 з похилим подаючим носком 23. Корпус шнекового дозатора має прийомний лоток, у який опущений випускний патрубок бункера. Дозатор жорстко закріплений на каретці 4, яка має дві пари роликів 6, що розміщені у направляючих 7 турелі 22, що має можливість фіксованого повороту на вертикальній вісі 21 щодо візка 17 під кутом 30° — 150° до напрямку її переміщення по направляючим 11 й 19.
Каретка 4 разом з дозатором 26 має можливість переміщення в направляючих 7 щодо візка 17 і бункера 1 на відстань, що дорівнює половині товщини відливаємого сляба.
Обертання шнека дозатора 26 забезпечує закріплений на його корпусі черв'ячний мотор-редуктор 5 з вертикально розташованим тихохідним валом, верхній хвостовик якого за допомогою конічної зубчастої пари 3 пов'язаний із хвостовиком шнека, а на нижньому його хвостовику встановлений кривошип 12, шарнірно з'єднаний із шатуном 9.
Довжина кривошипа становить половину від величини переміщення дозатора 26 щодо бункера 1, а другий кінець шатуна за допомогою пальця 8 пов'язаний з туреллю 22. Бункер 1 зверху накритий кришкою, а в передній його стінці є віконце 27 для контролю рівня ШТС 2.
Пристрій (рисунок 3) працює наступним чином. Перед початком розливання обидва бункера 1 заповнюють шлакотвірної сумішшю 2 до встановленого рівня, контролюючи його положення через віконце 27, після чого їх закривають. За необхідністю здійснюють налаштування положення подаючих носків 23 дозаторів 26 щодо ближньої широкої стінки кристалізатора 24, для чого турелі 22 повертають на вісях 21 щодо візків 17 на необхідний кут до напрямку їхнього пересування, що повинне становити 0,4 — 0,45 від ширини сляба, залежно від зовнішнього діаметра заглибного стакану 25, розміщеного в центрі кристалізатора 24.
Після запуску струмка МБЛЗ, коли рівень рідкої сталі в кристалізаторі 24 здійметься до встановленої відмітки, одночасно здійснюють пуск мотор–редуктора 13 приводу переміщення візків і моторів–редукторів 5 приводів обертання шнеків дозаторів 26. При цьому прямозуба шестірня 14, закріплена на валу мотор-редуктора 13, обертаючись, переміщує зубчасту рейку 15 на опорних роликах 16 з одного крайнього положення в інше, а, отже, і пов'язані з нею візки 17, що спираються своїми дворебордними роликами 10 й 20 на дві направляючі 11 й 19 рами 18. При переміщенні візків на відстань, що дорівнює 0,4 — 0,45 від ширини сляба, автоматично здійснюється реверс приводу й візки починають рух у зворотному напрямку. У свою чергу, обертання вертикально розташованих валів мотор–редукторів 5 через конічні зубчасті пари 3 буде передаватися шнекам дозаторів 26 і кривошипам 12, з'єднаним із шатунами 9. Обертаючись шнеки дозаторів 26 здійснюють подачу шлакотвірної суміші до носків 23 із прийомних лотків, куди вона надходить через випускні патрубки бункерів 1. Завдяки закріпленню за допомогою пальців 8 шатунів 9 до турелей 22, при обертанні кривошипів 12 виникає сила, що впливає через корпуси мотор–редукторів 5 і дозаторів 26 на каретки 4, що змушує їх робити зворотно–поступальне переміщення на роликах 6 у направляючих 7 щодо турелей 22. Разом з каретками 4 будуть рухатися поступально дозатори 26, причому їхнє переміщення становить 0,5 від товщини сляба.
Таким чином, похилі подаючі носки 23, з яких висипається в кристалізатор ШТС, будуть одночасно брати участь у двох зворотно-поступальних рухах — відносному (разом з каретками 4) і переносному (разом з візками 17). Завдяки цьому суміш рівномірно розподіляється на дзеркалі металу в кожній із двох половин кристалізатора по ширині й довжині між його вузькими гранями й заглибним стаканом 25, що знаходиться в центрі поперечного перерізу сляба. Слід також зазначити, що запропонована кінематична схема механічної системи забезпечує реалізацію поперечного переміщення дозатора й обертання його шнека за допомогою одного комбінованого приводу, а це дозволяє досягти необхідної компактності всієї конструкції в цілому.
Розрахунок конструктивних й енергосилових параметрів розглянутої системи дозованої подачі ШТС виконано в наступній послідовності. Спочатку була визначена необхідна продуктивність, розміри й маси дозатора й каретки, на якій він змонтований. Отримані при цьому результати послужили основою для розрахунку потужності комбінованого електромеханічного приводу, що забезпечує одночасну синхронну роботу механізмів дозування ШТС і переміщення каретки. Після визначення повної (сумарної) маси кожного із двох візків, що транспортують із заданою швидкістю дозатори щодо поздовжньої осі кристалізатора, була розрахована потужність їх загального рейкового приводу.
Продуктивність дозатора визначали з урахуванням питомої витрати ШТС, що за технологічними умовами розливання металу на МБЛЗ становить qр = 0,3 - 0,5 кг/т сталі [6].
Масова витрата сталі (т/хв) при безперервному розливанні:
де В и h — ширина й товщина відливаємого сляба, м;
ν — швидкість витягування заготовки (швидкість розливання), м/хв;
ρc — щільність рідкої сталі, т/м³.
Необхідна масова продуктивність (кг/хв) кожного з двох дозаторів:

Масова продуктивність шнекового дозатора виражена через його геометричні й швидкісні параметри з урахуванням насипної щільності ШТС, що подається:

где Dш — зовнішній діаметр витка шнека, м;
dв — діаметр вала шнека, м;
tш — крок витків шнека, м;
nш — частота обертання шнека, об/хв;
Ψ — коефіцієнт заповнення міжвиткового простору шнека;
ρшс — насипна щільність ШТС, кг/м³.
Цей вираз відповідно до приймаємих при конструюванні шнека співвідношень його основних розмірів dв = (0,35…0,4)×Dш й tш = 0,5×Dш, а також коефіцієнтом заповнення межвиткового простору для ШТС Ψ =0,55 приймає вигляд:

Звідки зовнішній діаметр витка шнека складе:
Підставляючи в отриману формулу задані значення насипної щільності ШТС і частоти обертання шнека, визначаємо зовнішній діаметр його витків, а потім з наведених вище співвідношень - інші основні розміри, які потрібні для розрахунку енергосилових параметрів приводу дозатора.
Розрахунок параметрів комбінованого приводу механізмів дозованої подачі суміші й переміщення каретки дозатора виконано з урахуванням того, що потужність, яку розвиває привод, повинна бути достатня для одночасного функціонування двох механізмів:
де N1 й N2 — частка потужності приводу, необхідна, відповідно, для обертання шнека дозатора й для переміщення каретки із установленим на ній дозатором, Вт;
ηк, ηч и ηкр — коефіцієнт корисної дії, відповідно, конічної зубчастої передачі, черв'ячного редуктора й кривошипно-шатунного механізму.
Значення першої складової N1 відповідно до рекомендацій роботи [7] можна визначити, виходячи із суми сил опорів Fc переміщенню ШТС у трубі дозатора:

де kз — коефіцієнт запасу, прийнятий рівним 1,15…1,25;
νш.с. — швидкість переміщення ШТС, м/с.
Сумарна сила опору Fc враховує: силу тертя суміші об дно труби дозатора при її переміщенні; осьову силу, що виникає внаслідок моменту тертя витків шнека об суміш; силу, еквівалентну внутрішньому тертю у суміші.
Сила тертя ШТС об стінки труби дозатора:

де g — прискорення сили тяжіння, м/с²
qш.с. — маса переміщуваної суміші, що доводиться на 1 м шнека;
L — довжина шнека, м;
ƒт — коефіцієнт тертя ШТС об дно труби дозатора.
Осьова сила, що виникає внаслідок моменту тертя витків шнека об ШТС:
де ƒш — коефіцієнт тертя ШТС об шнек.
Сила, еквівалентна внутрішньому тертю в ШТС, що транспортується:

де kс — швидкісний коефіцієнт, дорівнює відношенню середньої фактичної швидкості суміші до номінальної й прийнятий за експериментальними даними рівним 0,6...0,7;
L — довжина труби шнекового дозатора, м;
ƒв.т. — коефіцієнт внутрішнього тертя суміші.
Швидкість переміщення ШТС:
Максимальне значення другої складової потужності визначається по формулі:
де W — сила опору переміщенню каретки, Н;
νк — максимальна швидкість переміщення каретки, м/с.
Gк — сила тяжіння каретки;
Gд — сила тяжіння дозатора із сумішшю, що перебуває в ньому;
Gп — сила тяжіння приводу;
ƒ — наведений коефіцієнт опору.
μ — коефіцієнт тертя в підшипниках ходових роликів каретки;
dп — діаметр підшипника, мм;
k — коефіцієнт тертя кочення, мм;
Dк — діаметр ходового ролика, мм;
β — коефіцієнт, що враховує додатковий опір при терті роликів об направляючі.
При розрахунку потужності приводу механізму переміщення візків ураховується опір їхньому руху на ходових колесах з ребордами:

де Gт — сила тяжіння візка;
Gб — сила тяжіння бункера із сумішшю.
Тоді, потужність приводу складе:
де νт — задана середня швидкість переміщення візків, м/с;
η — загальний коефіцієнт корисної дії механізму.
Оптимальні значення швидкостей переміщення каретки νк й візка νт варто визначати виходячи з досягнення рівномірності розподілу ШТС по всій поверхні розплаву в кристалізаторі за мінімально можливе число проходів дозуючої системи уздовж кристалізатора. При цьому не повинне відбуватися утворення так званих шлакових "шнурів" по периметру кристалізатора, підвисання в ньому оболонки заготовки й заворотів на її поверхні. Зазначені вимоги виконуються у випадку підтримки необхідної товщини шару суміші й рідкого шлаку, що утворюється після її розплавлення.
За даними роботи [6], товщина шлакового розплаву повинна становити не менш 2 мм. Використовуючи це значення в якості вихідного, визначили відносну й переносну швидкості дозатора, які відповідно рівнялися швидкостям переміщення каретки νк й візка νт.
Секундна об'ємна витрата ШТС (м³/с):
Об’єм шлакового шару (м³) у кожній з половин кристалізатора:
де S — площа дзеркала металу між заглибним стаканом й вузькою бічною гранню кристалізатора, м²
δ — товщина шару шлаків, м.
Відрізок часу (с), необхідний для утворення на дзеркалі металу шару шлаків необхідної товщини:

Виходячи з умови, що заданий шар шлаків повинен бути сформований за три проходи дозатора уздовж половинної частини кристалізатора, швидкість переміщення візка складє:
Швидкість переміщення каретки (м/с) визначається з обліком того, що її хід повинен становити половину товщини сляба h:
де a — ширина носка дозатора, мм.
На рисунку 4 представлена 3-D модель розробленої дозуючої системи.
З метою перевірки вірності технічних рішень конструкції запропонованої дозуючої системи, і коректності розрахункових даних, отриманих з використанням наведених вище залежностей, спроектовано і виготовлено її лабораторний зразок (рисунок 5), на якому виконане тестування функціонування всіх механізмів і здійснений контроль енергосилових параметрів їхніх приводів.

У конструкції дозуючого пристрою лабораторного зразка розробленої системи була забезпечена можливість установки шнеків з різними геометричними характеристиками, наведеними в таблиці 1.
| Шнек | Розміри елементів шнека, мм | ||||||||
| Dш | dв | tш | |||||||
| I | 34 | 12 | 12 | ||||||
| II | 48 | 20 | 28 | ||||||
| III | 57 | 22 | 35 | ||||||
| Шнек | Параметри роботи шнека при експерименті | Маса суміші, що видана при експерименті, г | Витрата матеріалу, що забезпечена дозатором при эксперименті, г/хв | Розрахункове значення маси матеріалу, що видається, г | Розрахункова витрата матеріалу, забезпечена дозатором, г/хв | Розбіжність між експериментальними і розрахунковими даними, % | |||
| Частота обертання, об/хв | Час роботи, с | ||||||||
| I | 7 | 20 | 10 | 30 | 9,8 | 29,4 | 2 | ||
| 40 | 19 | 29 | 19,6 | 29,4 | 1 | ||||
| 60 | 32 | 32 | 29,2 | 29,2 | 9 | 15 | 20 | 23 | 69 | 20,9 | 63,7 | 9 |
| 40 | 45 | 68 | 41,9 | 63,4 | 10 | ||||
| 60 | 68 | 68 | 62,9 | 63,9 | 7 | 20 | 20 | 27 | 81 | 27,9 | 84,7 | 4 |
| 40 | 53 | 80 | 55,9 | 84,9 | 5 | ||||
| 60 | 87 | 87 | 83,9 | 84,9 | 3 | ||||
| II | 5,5 | 20 | 34 | 102 | 37,1 | 111,3 | 8 | ||
| 40 | 71 | 106 | 67,8 | 102,7 | 4 | ||||
| 60 | 106 | 106 | 101,6 | 106 | 0 | 11 | 20 | 72 | 216 | 67,8 | 203 | 6 |
| 40 | 152 | 228 | 135,5 | 203 | 11 | ||||
| 60 | 230 | 230 | 203,3 | 209 | 12 | 15 | 20 | 94 | 282 | 92,4 | 277 | 2 |
| 40 | 188 | 282 | 184,8 | 277 | 2 | ||||
| 60 | 287 | 287 | 277,2 | 276 | 3 | ||||
| III | 6 | 20 | 76 | 228 | 66,9 | 201 | 12 | ||
| 40 | 152 | 228 | 133,8 | 201 | 12 | ||||
| 60 | 213 | 213 | 200,6 | 201 | 6 | 10 | 20 | 127 | 387 | 111,5 | 335 | 12 |
| 40 | 250 | 381 | 222,6 | 334 | 12 | ||||
| 60 | 355 | 355 | 334,7 | 334 | 6 | 15 | 20 | 190 | 572 | 167,2 | 501 | 12 |
| 40 | 385 | 570 | 334,9 | 502 | 12 | ||||
| 60 | 519 | 519 | 501,6 | 501 | 3 | ||||
| Умови розливання | Параметри дозатора | Потужність приводу, кВт | |||||||
| Перетин сляба, мм | Швидкість розливання, м/хв | Питома витрата ШТС, кг/т | Масова витрата ШТС, кг/хв | Розміри шнека, мм | Частота обертання, хв-1 | Сполучений механізм дозатора і переміщення каретки | Механізм переміщення візків | ||
| Dш | dв | tш | nш | ||||||
| 2500×350 | 0,7 | 0,4 | 1,71 | 65 | 25 | 32 | 20 | 0,15 | 0,3 |
| 3250×150 | 1,2 | 0,4 | 1,64 | 60 | 20 | 30 | 20 | 0,2 | 0,4 |