
| |
Анастасьєв Олександр ВолодимировичФакультет інженерної механіки та машинобудуванняКафедра металорізальних верстатівСпеціальність "Металорізальні верстати та системи"Створення САПР розвертокКерівник: д.т.н.,проф. Малишко Іван Олександрович |
Зміст:
Цілі і задачі роботи
Актуальність теми
Планований практичний результат
Огляд сучасних САПР інструменту
Отримані результати
Заключна частина
Література
Метою дослідження є розробка алгоритму САПР розгорток і подальша його реалізація в програмному пакеті.
Для реалізації заданої мети необхідно виконати наступні дослідження:
провести аналіз існуючих САПР РІ;
розробити структуру моделі проектування РІ;
створення програми САПР в програмному пакеті
У зв'язку зі світовою тенденцією зниження серійності виробництва все частіше стикаємося з необхідністю проектування спеціального інструменту. Створена в процесі роботи САПР РІ дозволить скоротити час на проектування інструменту.
Планованим практичним результатом є отримання програмного модуля який за заданими вихідними даними буде проектувати розгортку для обробки даної деталі і подальша передача отриманих даних у PowerShape і побудова моделі ріжучого інструменту.
В даний час CAD-системи знайшли широке застосування в інструментальному виробництві машинобудівних підприємств. Проте ефективність їх використання поки ще не достатня. Як правило, вони грають роль електронного аналога кульмана. Весь значний обсяг розрахунків, необхідних для проектування металообробного інструменту, виконується в основному або на калькуляторах, або з використанням інших комп’ютерних програм, наприклад електронних таблиць.
Спроби поєднати проектні розрахунки металообробних інструментів з їх комп’ютерним кресленням робилися давно. Як правило, ця інтеграція досягалася шляхом створення програмних модулів, написаних на спеціалізованих (наприклад, Autolisp) або універсальних (наприклад, С++) мовах програмування. Проте розробка і модернізація даних модулів вельми трудомістка і вимагає від розробників глибоких знань не тільки у предметній області, але і в програмуванні. У зв’язку з цим подібні програми до цих пір не знайшли широкого застосування на виробництві [3].
Для більш глибокого ознайомлення з існуючими системами автоматизованого проектування необхідно ознайомитись з загальною структурою САПР інструментальної оснастки.
Проектування інструментальної оснастки передбачає вирішення задач розрахунку, конструювання, виготовлення і експлуатації. Методи вирішення цих питань залежать від засобів, якими володіє конструктор. Сучасні інформаційні технології дають можливість з високою швидкістю і точністю вирішувати складні обчислювальні задачі, графічно зіставляти отримані результати, оптимізувати параметри конструкцій і здійснювати інші етапи проектування.
Розглянемо основні поняття та визначення систем автоматизованого проектування (САПР) інструментального оснащення, а також основи автоматизованого проектування різального (РІ) і допоміжного інструменту (ДІ)[9].
Схема організаційної структури САПР інструментального оснащення наведена на рисунку 1.
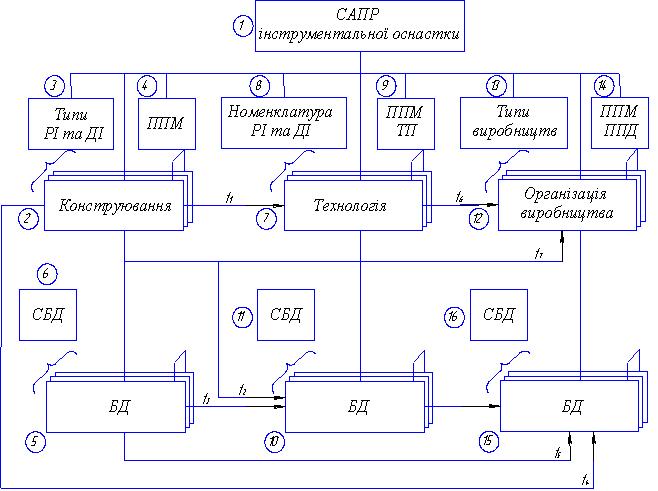
Рисунок 1 – Схема організаційної структури САПР інструментальної оснастки
Блок 1 містить загальну характеристику САПР з розкриттям змісту розв’язуваних завдань, що фіксується одним з програмних модулів. Блок 4 визначає область формування проектно-програмних модулів (ППМ) конструювання певних типів інструментів (блок 3).
У блоці 5 формуються бази даних (БД) на інструмент або його елементи, які інформаційно об’єднані в блоці 6 у систему бази даних (СБД).
За таким же принципом формуються і ППМ технологічних процесів (ТП, блок P) з набором ППМ на проектування типових або оригінальних технологій (блок 7) виготовлення заданої номенклатури інструментів (блок 8). Бази даних для ТП можуть містити інформацію як про стандартні ТП, так і нетипові процеси, спільні для декількох однотипних інструментів. Ці БД (блок 10) також об’єднані СБД (блок 16).
ППМ на організацію інструментального виробництва (блок 12) необхідний при розробці нових виробництв. У цьому випадку на базі спроектованих технологічних процесів формуються ППМ на проектування виробничих дільниць (ППД) для виготовлення інструментів (блок 14), які містять програми щодо компонування обладнання, розрахунку чисельності робітників, розрахунку виробничих площ та ал.. Відомості про типи виробництв містить блок 13. Бази даних (блок 15) містять інформацію про ТП, обладнанні, контрольно-вимірювальних приладах, типових плануваннях ділянок, цехів і заводів з виробництва інструментів. Загальною інформаційною базою є відповідна СБД (блок 16), Структуру завдань, що вирішуються САПР інструментального оснащення, доцільно представити у вигляді схеми функціональних зв’язків, позначених на малюнку літерами f1-f7. Ці зв’язки проявляються при розробці ППМ, що накладає певні вимоги на послідовність дій при розробці ППМ.
Коротка характеристика зазначених зв’язків: зв’язок f1 відображає вплив вихідних параметрів ППМ конструювання на вхідні параметри ППМ ТП. Залежно від умов реалізації ТП, за допомогою зворотного зв’язку можливий вплив даних ТП на вибір конструктивних елементів різального інструменту.
Аналогічно зв’язок f6 характеризує вплив вихідних параметрів ТП на формування ділянки з виготовлення інструментів. Якщо є певні обмеження на обладнання, виробничі площі та інші параметри виробництва, то це, в свою чергу, вплине на структуру ТП. Вплив зв’язку f7, на проектування ділянки може запобігти проектуванню варіанту технологічного процесу на інструмент через невідповідність виробничих умов обраної конструкції.
Зв’язки f2–f5 характеризують взаємодію елементів інформаційного середовища у вигляді БД на конструювання, технологію виготовлення та проектування виробничих дільниць.
Схему розвитку конструювання можна представити як автономну САПР конструювання РІ (Рис 2).
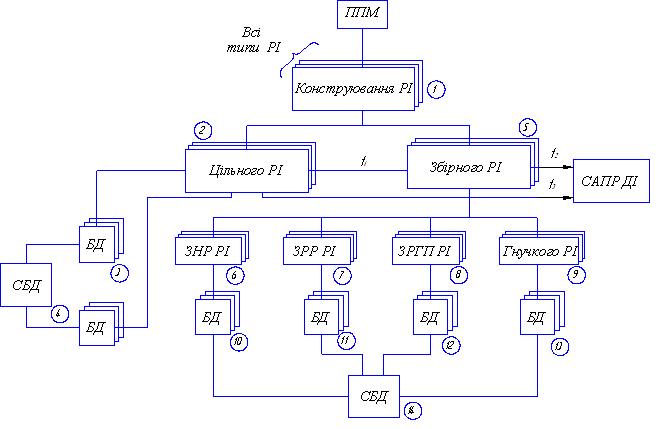
Рисунок 2 – Набір ППМ для конструювання РІ.
За даною схемою САПР конструювання заданий у поєднанні з САПР допоміжного інструменту (САПР ДІ). При поєднанні таких САПР виникає надійність вибору оптимальної комбінації ріжучого і допоміжного інструментів для заданого ТП і, крім того, розширюється інформативність як САПР РІ, так і САПР ДІ.
На рисунку 2 в окремих ППМ перерахована номенклатура інструментів, діапазон їх розмірів, матеріал інструментів та інші параметри, тобто коротка характеристика САПР РІ на кожен тип інструменту (блок 1).
У блоці 2 зосереджені ППМ на проектування цільних ріжучих інструментів. При розробці конкретних САПР РІ доцільно об’єднувати в групи подібні типи лезових інструментів, що дозволить використовувати для них одні й ті ж проектно-розрахункові модулі.
Як приклад на рисунку 3 показана схема ППМ цільних свердел і зенкерів.
Рисунок 3 – Схема проектних модулів для САПР осьових цільних ріжучих інструментів.
Великий набір різних типів цільних свердел не дозволяє встановити єдину методику проектування. Спіральні свердла діаметром 0,08 … 1,0 мм мають свої особливості проектування, а ступінчасті і перові свердла не вкладаються в рамки методики проектування звичайних спіральних свердел, проте однакові проектні модулі з вибору інструментального матеріалу, вибору типу і розмірів хвостовиків можна використовувати для двох, трьох і більше типів інструментів.
ППМ конструювання цілісного інструменту підтримується БД стандартного або нормалізованого інструменту (блок 3) з відповідною СБД (блок 4). У даному випадку БД може бути спільною для САПР РІ і виробничої дільниці з його виготовлення.
Системи проектування збірного РІ функціонують як САПР його вузлів і деталей (блок 5).
Якщо завданням САПР цільного інструменту є проектування однієї деталі, то САПР збірного інструмента призначена для проектування кількох деталей (від двох і більше) з подальшим їх компонуванням.
Збірний інструмент має ознаки гнучкої конструкції, про що сказано вище. Тому виділяють ППМ на проектування типів збірного інструмента, що відрізняється за ступенем гнучкості:
блок 6 містить ППМ для проектування збірного нерегульованого інструменту (ЗНР РІ);
блок 7 містить ППМ на проектування інструменту, регульованого на розмір (ЗPP РІ);
блок 8 містить ППМ на проектування інструмента з регулюванням по геометричних параметрах (ЗРГП РІ);
блок 9 містить ППМ на проектування автоматично переналагоджуваної інструменту (гнучкого РІ).
Кожен ППМ підтримується БД (блоки 10-13), інформаційно об’єднаними в СБД (блок 14).
Розвиток САПР РІ на підприємстві за схемою сприяє впровадженню конструкцій інструменту, що відповідають рівню автоматизації виробництва в цілому.
Для сучасного етапу розвитку машинобудування характерний швидкий ріст випуску нових видів продукції. В умовах жорсткої конкуренції це вимагає значного скорочення циклу технічної підготовки виробництва, що в умовах дефіциту кваліфікованих кадрів неможливо без систем автоматичного проектування .
Проектування ріжучого і вимірювального інструменту в умовах дрібносерійного виробництва в більшості випадків зводиться до вибору необхідного типу оснащення із досить великої кількості вже існуючих видів і випуску аналогічного креслення з необхідними параметрами. Базуючись на цьому принципі була створена САПР ріжучого інструменту яка включала в себе набір готових «креслень-прототипів». Весь процес проектування при певних навичках займає не більше 15 хвилин. При цьому практично виключені випадкові помилки, тому що у випадку неправильного завдання розмірів або невірного вибору якихось елементів креслення на екрані з’являється відповідне повідомлення з підказкою необхідних дій. Крім того, технологічність конструкції відпрацьована і узгоджена з інструментальним цехом на стадії розробки креслення-прототипу.
На підставі стандартної методики розрахунку розверток з нерівномірним розподілом зубів розроблено алгоритм проектування розверток наведений на рисунку 4 [4].
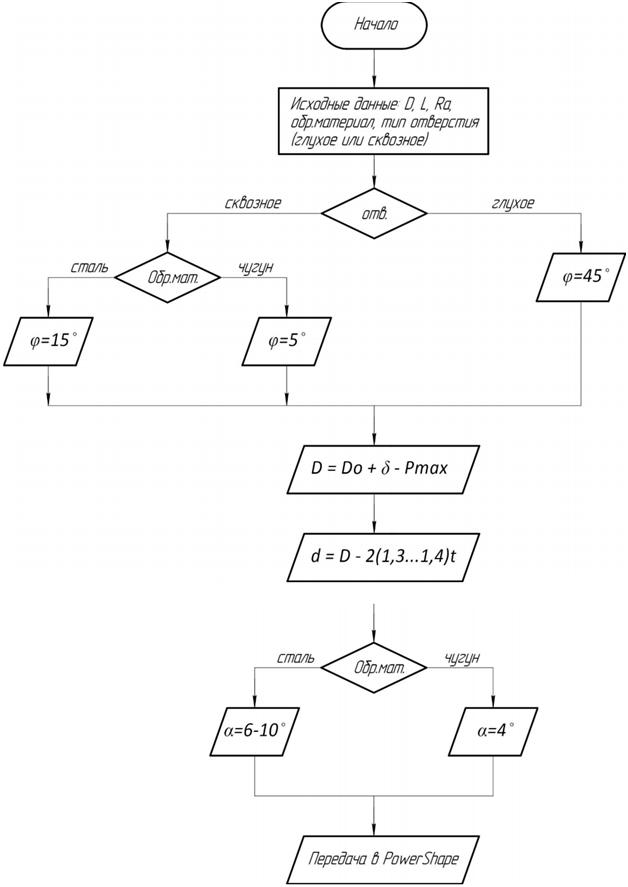
Рисунок 4 – Алгоритм проектування розгорток.
Проведено аналіз існуючих систем САПР РІ на підставі якого за стандартною методикою розрахунку був розроблений алгоритм проектування розгорток. Наступним етапом є створення програмного модуля який буде впроваджуватися в PowerShape і за отриманими значеннями будувати 3D модель отриманої розгортки
При написанні даного реферату магістерська робота була не завершена. Остаточне завершення – грудень 2011. Повний текст роботи та матеріали по темі можуть бути отримані у автора або наукового керівника після зазначеної дати.