АВТОРЕФЕРАТ МАГИСТЕРСКОЙ РАБОТЫ
Решение задач выбора оптимального структурного варианта гибкой автоматической линии для обработки детали типа «корпус»
магистр ДонНТУ Горбанов А.Н.
Руководитель: д.т.н. проф. Калафатова Л.П.
Актуальность работы
Машиностроение это база промышленности любого государства. В свою очередь процессы механической обработки и оборудование на которых они реализуются являются основой машиностроения. Создание эффективных способов механической обработки связано с решением задач автоматизации.
Автоматизация производственных процессов - это комплекс мероприятий по разработке новых прогрессивных технологических процессов и проектирование на их основе высоко производительного технологического оборудования осуществляющего рабочие и вспомогательные процессы обработки без непосредственного участия человека.
Возможность увеличения производственных мощностей без дополнительного привлечения рабочих дефицитных специальностей и использования дополнительных площадей без применения ручного труда делает создание автоматизированных производств и в их составе автоматизированных цехов и участков перспективным и экономически целесообразным.
В настоящее время автоматизация основных технологических процессов в промышленности, особенно в условиях массового и серийного производства, достигла достаточно высокого уровня. Тем не менее в мелкосерийном и единичном производстве используется значительная доля ручного труда. Рост производительности труда в условиях мелкосерийного и единичного производства может быть обеспечен в основном путем внедрения групповых методов обработки и создания на этой основе автоматизированных участков, приспособленных к выпуску широкой номенклатуры изделий благодаря быстрой переналадке оборудования.
Основания для включения какого-либо производства в перечень объектов автоматизации следующие:
- недостаточная обеспеченность производства необходимой производственной мощностью для реализации перспективной программы выпуска изделий;
- недостаточная обеспеченность производства необходимой численностью работающих;
- необходимость создания металлосберегающего и энергосберегающего производства;
- необходимость повышения качества продукции;
- наличие трудоемких процессов, ручного труда, тяжелых и вредных для здоровья рабочих условий труда; наличие условий для автоматизации: возможность автоматизации технологического процесса; возможность получения необходимого технологического оборудования, вычислительной техники, средств автоматизации, программного обеспечения в планируемый период; наличие квалифицированных кадров; наличие подразделений, занимающихся автоматизацией производства; наличие связей с научно-исследовательскими и конструкторскими организациями, занятыми вопросами разработки средств автоматизации.
В связи с задачей комплексной автоматизации производства возникает необходимость совершенствования процессов проектирования. Эта проблема особенно актуальна при создании автоматизированных производственных систем, так как существующая структура системы проектирования не обеспечивает оперативного получения ряда параметров для обоснованного выбора совокупности объектов и характеристик этих систем.
Различные варианты техпроцесса
при использовании гибкого автоматизированного участка
Практическая ценность
При реализации проблем, связанных с созданием автоматизированных цехов и участков, значительно возрастает значение проектирования, включающего экономический анализ принимаемых технических и организационных решений на всех стадиях жизненного цикла производственной системы (и, в первую очередь, на предпроектной стадии при выборе объектов и средств автоматизации), а также правильный учет всех составляющих технического, экономического и социального эффекта и затрат на их достижение.
Важным этапом при технологическом проектировании автоматизированных участков и цехов является выбор принципа их формирования, который, в свою очередь, зависит от сложности выпускаемой продукции, программы выпуска и режима работы производства. Существуют три принципа формирования производственных участков и цехов, определяющих форму организации производства: линейный, предметный и технологический.
При поточной форме организации производства используется линейный принцип, характеризующийся строго определенной последовательностью выполнения операций технологического процесса в каждый момент времени. Чаще всего этот принцип реализуется в виде автоматических поточных линий.
С повышением номенклатуры изготовляемых изделий становится целесообразным использовать общность технологических маршрутов и формировать производственные подразделения, используя предметный принцип. Применительно к формированию цехов — это создание механосборочных предметно-специализированных производств, где сосредоточивается все оборудование, которое необходимо для полного изготовления сборочной единицы. Формирование участков по этому принципу производится в зависимости от конструктивного вида изделий, например участок корпусных деталей, участок валов и т. п. Основным преимуществом данного принципа является повышенная ответственность за выпуск качественной продукции, короткие материальные потоки и упрощается структура управления производством.
При значительной номенклатуре изготовляемых изделий эффективен технологический принцип формирования производственных подразделений, характеризующийся выполнением однотипных операций технологического процесса и использованием однотипного технологического оборудования. Применительно к созданию цехов этот принцип реализуется путем формирования специально механических и сборочных цехов, а участки создают в зависимости от вида выполняемой операции (например, участок токарный, фрезерный и т. п.). К преимуществам данного принципа можно отнести единство системы управления для всех сборочных или механообрабатывающих работ, единый уровень требований к качеству деталей и выполнения сборочных работ, упрощение структуры управления на участке благодаря специализации работ.
Выбор принципа формирования участков и цехов оказывает большое влияние на синтез структуры производственной системы, т. е. обоснованное определение ее состава. При формировании структуры автоматизированных участков и цехов следует учитывать и ряд ограничений, например по виду обрабатываемого материала на участке, который накладывает определенные ограничения по сбору и переработке стружки, по совместимости технологического оборудования и т. д. Важной составляющей автоматизированной производственной системы обеспечивающей гибкость, надёжность и слаженность работы всех составляющих её элементов является автоматизированная система управления. Организационно-технические системы предприятия — технологическая, инструментального обеспечения, контроля качества изделий, складская, транспортная, технического обслуживания, охрана труда — являются объектами управления автоматизированной системы управления и подготовки производства. Несмотря на функциональное различие этих систем, с точки зрения процесса управления функционированием в них есть много общего. Принимаемые технико-организационные решения должны приниматься оперативно. Неоптимальные решения значительно снижают потенциальную возможность используемой производственной системы. И чем сложнее эта система, тем потери будут больше. Решение указанных проблем видится в применении в машиностроении информационных систем, обеспечивающих планирование, учет и контроль хода производства. Для того чтобы разработать систему управления, необходимо иметь формальную модель объекта управления.
Основные направленя исследований
Современное машиностроительное производство это сложная техническая система, в которой реализуется производственный процесс. Производственная система, если она эффективна, должна отвечать следующим требованиям:
· Повышение производительности труда
Производительность труда – это величина затрат на выпуск конкретного изделия. Труд измеряется интенсивностью и продолжительностью. В машиностроении в условиях автоматизации создаются предпосылки для резкого подъёма производительности труда. Для оценки степени (или уровня) автоматизации вводятся следующие показатели:
Степень автоматизации
где ТПа - число полностью автоматизированных процессов при производстве 1-го изделия,
ТПм – число механизированных процессов при производстве 1-го изделия,
ТПр – число ручных процессов при производстве 1-го изделия.
Уровень автоматизации
где Та - время затрачиваемое автоматизированными процессами при производстве 1-го изделия,
Тм – время затрачиваемое механизированными процессами при производстве 1-го изделия,
Тр – время затрачиваемое ручными процессами при производстве 1-го изделия.
· Улучшение качества продукции
Современная продукция должна быть качественна, что особенно важно в условиях рынка. Автоматизированное производство будет эффективно в случае обеспечения более качественной продукции, что возможно при надлежащей надёжности самого автоматизированного оборудования
· Снижение себестоимости обработки
Автоматизированное производство из-за своей затратности должно реализовывать более совершенные технологические процессы позволяющие в сочетании с этим оборудованием снижать себестоимость продукции при сохранении или повышении её качества. Это возможно в случае высокой производительности автоматизированных систем и надлежащей организации производства.
· Повышение гибкости производства
При 80% мелко- и среднесерийного производства в машиностроении и тенденции крупносерийного и массового производства к быстросменности, весьма существенным требованием к оборудованию является его гибкость т.е. переналадка на другой тип продукции.
К основным типам технологического оборудования относят:
- Полуавтоматы – это машины работающие в автоматическом цикле для повторения которого нужно участие человека.
- Автоматы – это рабочие машины, которые при выполнении технологического процесса без участия человека производят все рабочие и вспомогательные ходы, рабочего и вспомогательного циклов. От человека требуются функции контроля и наладки.
- Автоматические линии – это автоматически действующие системы машин, расположенных в определённой последовательности и объединённых общей системой транспортирования и с единой системой автоматического управления.
- ГПС (ГОСТ 26228-85) – это совокупность в различных сочетаниях оборудования с ЧПУ, РТК, ГПМ, отдельными единицами технологического оборудования и системой обеспечения их функций в автоматическом режиме в течение заданных интервалов времени, обладающих свойством автоматизированной переналадки при производстве изделий производственной номенклатуры в установленных пределах их характеристик.
Использование средств автоматизации в различных типах производства неодинаково.Исторически сложилось так что первые станки были универсальные с ручным управлением. Обладали следующими достоинствами:
- просты
- надежны
- обладают высокой гибкостью
- дешевы
И недостатками:
- низкий уровень производства
- нестабильность получения качественных характеристик изделия (человеческий фактор).
Повышение производительности привело к тому, что стали создаваться первые станки автоматы и полуавтоматы. Недостаток этих станков – малая гибкость (переналадка может занимать от нескольких часов до нескольких дней).
С целью дальнейшего повышения производительности при больших масштабах производства применяются специализированные и специальные станки. С целью повышения гибкости специализированного оборудования, при проектировании этих станков перешли на модульный принцип, за счет унификации узлов, агрегатов, систем управления.
Следующий вариант повешения производительности – это использование автоматических линий из универсальных станков автоматов, специализированных, и агрегатных станков. Линии из специализированных и специальных станков автоматов применяются на крупносерийных и массовых производствах они позволяют повысить в несколько раз производительность и сократить количество станков, в 5…10 раз сократить число рабочих мест, сэкономить рабочие площади. Но эти станки не гибки. С целью ухода от этого недостатка создают линии из универсальны станков автоматов – для использования в средне- и мелкосерийном производстве. Но такие линии требуют дополнительных затрат на внедрение нового оборудования. Более широко развиты линии на базе агрегатных станков, сочетающие в себе гибкость универсального оборудования (при условии что станки с ЧПУ) и высокую производительность.
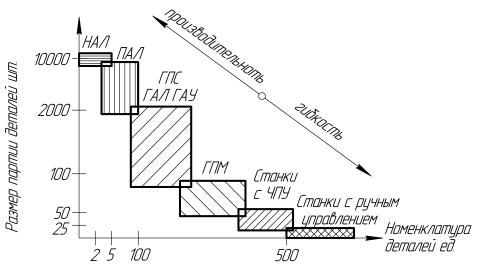
Области наиболее эффективного применения станочного оборудования
Выводы
В заключении можно сказать, что выбор оптимального стуктурного варианта гибкой автоматической линии на основе анализа производительности, состава и размещения оборудования – сегодня актуальная задача.
В результате пошагового отбора из нескольких возможных структурно-компоновочных вариантов построения гибкой автоматической линии выбирается оптимальный вариант учитывающий все необходимые требования по точности, качеству, надежности,объёмам выпуска деталей.
Особую роль при проектировании ГАЛ играет выбор системы управления, что в свою очередь скажется на скорости работы линии, времени запуска производства, простоте обслуживания и надежности её работы. Правильно подобранная система упрвления позволит осуществлять автоматическую диагностику неисправностей, что в свою очередь уменьшает количество брака и остановов производства.
Литература:
- Шаумян Г.А. Комплексная автоматизация производственных процессов. – М.: Машиностроение, 1989. – 543с.
- А.И.Корыгин. Автоматизация типовых технологических процессов и установок: уч.для ВУЗов. – М.: Машиностроение, 1988. – 385с.
- Блехерман М.Х. Гибкие производственные системы: организационно-экономические аспекты. – М.: Машиностроение, 1988. – 256с.
- Робототизированные производственные комплексы. Под. Ред. Ю.Г. Козырева. – М.: Машиностроение, 1987. – 272с.
- А.И.Дащенко, А.П.Белоусов. Проектирование автоматизированных линий. – М.: Высшая школа, 1983. – 412с.
- Е.С.Пуховский. Технологические основы гибкого автоматизированного производства. – К.: Вища школа.Головное издательство, 1989. – 643с.
- Проектировние автоматизированных участков и цехов. – М.: Высшая школа, 2000. – 272с.