Smirnov E.N., Sklyar V.A., Mityev A.P., Kilivnik O.S., Yatsenko I.A., Gorbenko A.I., Obolyanskaya A.V.
The results of the first stage of research of the “soft” reduction of the continuous cast blooms using the physical analogues are presented. It is shown, that the developed simulation mode allows increasing a degree of similarity between a physical model and full-scale object. It provides the necessary volume of the primary experimental information required for research of the state and strain distribution.
INTRODUCTION. Upgrading of the quality specifications for the continuous cast ingot initiated development of the principles of the “soft” reduction aimed at suppression of the axial porosity and segregation. In the meantime, further improvement of the process planning system of the “soft” reduction of the continuous cast blooms and ingots implies, in its turn, designing of the new machinery and techniques involved in implementation of the process. In view of the high degree of the research intensity of the considered technique it is expedient to conduct further research in two directions:
- development of the mathematical process models of the “soft” reduction;
- analysis of the process of the “soft” reduction using the physical analogues.
Modeling of the “soft” reduction process using the physical analogues is connected with application of the comprehensive approach based on the theory of the finite deformation and principles of the heat exchange theory.
Thus, dynamics of the approximation of the crystallization fronts observed in the process of reduction of the modeling specimen was analyzed in work [1] in the course of the physical modeling performed on the plasticine samples. Share of the plastic and elastic components of strain without taking into consideration the differential temperature in the sample section was determined. Meanwhile, as is seen from work [2], differential temperature has a significant impact on the stress and strain distribution of the ingot being formed.
Methods related to anticipation of the quality of the semifinished product are underdeveloped.
Taking into account the above-mentioned the purpose of the given research was development of the advanced method of obtaining of the experimental information based on the physical modeling of the “soft” reduction and research of the formed stress and strain distribution in places of the utmost defect proneness.
OBJECT AND MODELING CONDITIONS. Continuous cast bloom with 335x400mm section is cast in the bloom CCM at OJSC “Dneprovskiy Iron-and-Steel Integrated Works named F. Dzerzhinsky”
At the opening stage thermal state of the continuous cast bloom in the casting process [2,3,4] was studied. As a result of the performed modeling the geometrical models of the cross section of the continuous cast bloom for the certain crystallization periods were received. Results of analysis of the boundary displacement of the phase change “melt – solid crystal” were used as a basis for building the models.
The following independent values were used as experimental factors: Dh/H0 – ratio of the reduction in thickness to the initial height of the sample, F0/F – ratio of the port area simulating liquid-solid phase to the cross section and q=(Ňmelt-Ň)/Ňmelt – ratio of the melting temperature Tmelt and temperature of the external surface of the sample T to the melting temperature.
Plan of the experiment is given in Table1
Table1. - Levels and variability intervals of the parameters.
|
Parameters |
Variability interval |
Basic level (0) |
Upper level (+1) |
Lower level (-1) |
|
Dh/H0 |
0,03 |
0,06 |
0,09 |
0,03 |
|
F0/F |
0,016 |
0,098 |
0,114 |
0,054 |
|
q=(Ňďë-Ň)/Ňďë |
0,057 |
0,323 |
0,318 |
0,266 |
Size of the hole modeling the liquid phase corresponded to the metallurgical length of the ingot equaling to 13, 15 and 17m. Coordinate grid in the form of the circumferences which had to be used for the analysis of the deformation process was applied to the side and contact surfaces of the sample (Fig. 1).
Fig. 1 – External view of the sample with the applied coordinate grid.
The matter of principle for the process under study is providing analogous temperature distribution in the section of the real continuous cast ingot and physical model. It is this element of the combined technique of the physical modeling, which is the most complicated and necessitating detailed studies. New method of modeling [5] including simultaneous heating of the internal cavity and cooling of the external planes was developed to ensure similar temperature distribution. The machine simulating the full-scale conditions in terms of similar temperature distribution in the section of the cogged ingot was designed for the experimental research. Drawing of the machine is given in Fig. 2
Fig. 2 – Drawing of the test rig
In the course of the experiment sample 7 was placed in the calorimeter 3 on a special support 5. Then a tubular electric heating element 2 fixed on the tripod 1 was placed inside of the sample and the cavity of the sample was filled with oil 6. Mixture of the ethanol and carbon dioxide was used for external cooling of the sample. Temperature of the mixture was determined on the basis of calculation of the homological temperature of the modeling material using the method described in work [6]. The temperature was controlled by the thermocouples 8 placed in different points and was recorded by the oscillograph 10 through the switching center9.
Primary experiments proved that the even temperature could not be maintained through all the height of the sample using the above-mentioned machine. Upper part of the sample had higher temperature, than the lower one. It led to increased inaccuracy of the experiment. It was suggested that for stabilization of the thermal state throughout the height of the modeling sample blow-down of the heat-conducting medium (oil) with the air stream supplied by the pump 11 should be performed. Implementation of such approach on the one hand allowed stabilization of the thermal state throughout the height of the sample (Fig. 3) and on the other hand allowed achieving of the physical similarity in terms of melting of the border “heat-conducting medium – modeling material” (Fig. 4).
 ŕ)
ŕ)
 b)
b)
Fig. 3 – Dynamics of the temperature changes in different points of the physical model without (a) and with (b) blow-down
Obtained functional connections of the dynamics of the temperature change in the section of the physical models were processed using the previously designed program for calculation of the thermal state of the crystallizing bloom [4]
The result of the performed mathematical modeling was detailed functional connection between the heat-transfer coefficient a and temperature of the coolant for the plasticine physical models given in Fig. 5. In the course of the subsequent calculations based on the developed mathematical model of the thermal state of the continuous cast bloom for the conditions of the suggested physical model the required temperature and time parameters of the “cooling-heating” process were determined. In the course of the mathematical modeling the temperature of the coolant was taken as equal to the homological temperature of the surface layers of the plasticine corresponding to the surface temperature of the ingot (1000, 900 and 800 °Ń).

Fig. 4 External view of the internal cavity of the physical model after heating of the sample
Later on the samples with the given temperature gradient were rolled on the laboratory mill when unfinished sections were obtained. Picture of the deformed coordinate grid was taken with a digital camera.
PROCESSING OF THE EXPERIMENTAL RESULTS. The taken picture of the unfinished sections (Fig. 6) was processed in AutoCAD for the purpose of getting initial array of the coordinates X and Y of the deformed coordinate grid. Then the array of the coordinates was processed according to the method described in work [7] and proved in the conditions of deformation of the high strips.
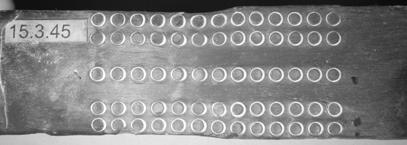
Fig. 6 – External view of the plasticine physical model with deformed coordinate grid after rolling
DISCUSSION OF THE EXPERIMENTAL RESULTS. During processing of the experimental data an impression about distribution of the deformation in the continuous cast ingot in the course of the “soft" reduction (Fig. 7) was gained.
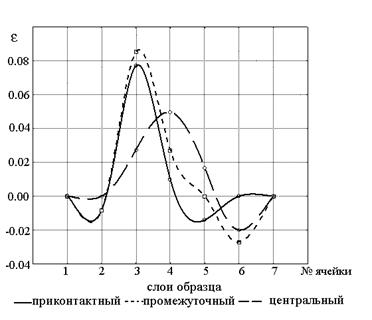
Fig. 7 – Distribution of the reduction of the cross-sectional area
As is seen from the graph, the contact and intermediate layers are subject to deformation most of all; deformation penetrates into the central areas with some delay. Besides, the contact layer is deformed in height to a lesser degree, than the intermediate layer. It is explained seemingly by the specific deformation of the high strips, which can include also the considered process, when the contact layer is completely in the stick region spreading almost along all the length of the deformation zone. As a result metal flow is prevailing in the transverse direction [8]
Partial recovery of the initial dimensions of the ingot is observed outside the geometrical deformation zone. The given effect is explained by the elastic component being displayed at relatively low degrees of deformation being peculiar to the conditions of the “soft” reduction [1]. Distribution of the longitudinal deformation is of the similar nature.
Type of the distribution curves of the accumulated degree of deformation L and plasticity resource Y in height of the crystallized part of the continuous cast bloom are shown in Fig. 8.
Fig. 8. Type of the distribution curves of the accumulated degree of deformation L and plasticity resource Y in height of the crystallized part of the continuous cast bloom
Comparison of the obtained functional connections with the experimental data of rolling the high strips [7] let us make a conclusion about compliance of the received data with the current stipulations of the theory of the metal deformation process and about possible application of the suggested method of modeling for the purpose of examination of the stress and strain state of the continuous cast blooms with a liquid core in the course of the “soft” reduction.
Results of the experimental validation of the applicability of the new method of physical modeling of the “soft” reduction of the continuous cast blooms for the purpose of examination of the stress and strain state of the contact and side planes are presented. In the course of the laboratory-based experiments the method of procedure ensuring maximum thermal similarity was worked out and principal workability of the suggested approach for the purpose of determination of the accumulated degree of deformation L and plasticity resource Y in different points of the cogged ingot surface was shown.